
相关链接
《Bodo's功率系统》:国产IGBT突围底气何来?赛晶质量管理体系揭秘
来源:《Bodo's功率系统》
近年来,随着IGBT设计技术不断提升、新材料和新工艺的引入,IGBT模块的节能、散热、可靠性和稳定性等特点日益凸显,成为备受关注的核心器件。数据显示,截至2022年,全球IGBT市场规模已达到123.7亿美元,以电动汽车为代表的新能源应用领域成为IGBT市场的主要增长点。
然而,当前IGBT市场仍然被欧美和日本等发达国家所垄断。其中,欧洲市场占据全球IGBT市场的37%,美国市场占25%,日本市场占21%。与之相比,中国IGBT市场份额不足10%,这给国内产业链带来了巨大的不确定性和挑战。在此背景下,国家已将电子元器件国产化作为重大战略任务,IGBT也成为了国家支持的重点领域之一。在政策的扶持及企业的努力下,尽管国内一些重点企业已经拥有了自主研发和生产能力,但整个产业链的竞争力和生产能力仍需要不断提升。
IGBT生产工艺是国产化面临的主要瓶颈之一。目前,我国的IGBT制造仍处于起步阶段,拥有自己独立生产线的企业相对较少,同时,即使有了生产线,仍需解决制造良率、可追溯、工艺可实施性、车规级产品高要求,产品高一致性等一系列技术难题,以确保用户对国产产品的信心和满意度。
为了应对这些挑战,赛晶亚太半导体科技(浙江)有限公司(以下简称:赛晶半导体)副总经理梁杰、质量部经理胡雪松和测试部主管梁剑分享了公司在生产管控、质量管理和测试体系等方面积累的宝贵经验。这些经验不仅可供同行参考借鉴,也有助于推动整个IGBT产业国产化进程的顺利推进。
完善的生产管制体系为国产超车提供强大支持
赛晶半导体始终坚持自主研发的战略方向,2021年6月,赛晶半导体的IGBT生产线竣工并投入生产,2022年,公司获得了来自电动汽车、光伏、储能等近30家客户的订单;产销IGBT模块至这些领域约7万个,实现销售收入达3970万元,较2021年增长约12倍,获得了市场的高度认可。赛晶半导体的IGBT模块产品经过严格的质量控制和精密的生产工艺,使得最终产品良率高,产品一致性好。由于市场需求旺盛,赛晶半导体IGBT模块供不应求,这也从一个侧面反映了赛晶半导体产品的优异特性和卓越品质。取得如此成绩,高水平的生产工艺和管理是重要原因。
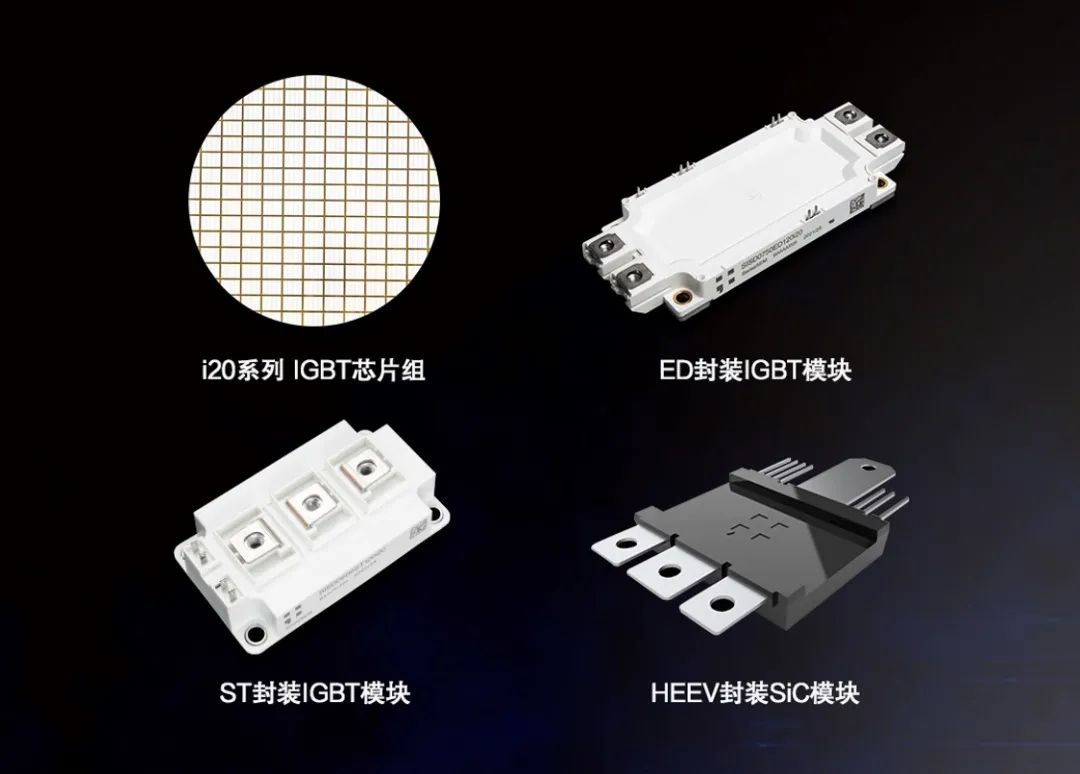
图:赛晶IGBT产品
当前,公司已经建立了一套全面而完善的智能管理系统,涵盖了制造管理、企业资源管理、仓储物流管理、产品生命周期管理以及车间现场管理等五大核心领域。这一智能管理系统的运用确保了各项业务流程高效顺畅、优化资源利用,从而提高整体运营效率和竞争力。

图:赛晶智能管理五大核心领域
在产品质量方面,赛晶半导体除了获得ISO9001:2015质量体系认证外,还积极开拓车规级市场,并已通过IATF16949汽车质量体系第一阶段审核,预计于2023年7月通过IATF16949第二阶段认证审核。根据副总经理梁杰的介绍,客户对国产化产品的接受度和认可度逐渐提高。在国际大型企业垄断的市场背景下,客户可能难以快速获得所需的器件,而且遇到问题时解决过程相对缓慢。如今,国内企业的产品质量持续提升,配套服务也得到了显著改善,因此客户更愿意与国内企业展开合作。
回溯工业2.0时代,产品是通过手动组装并记录生产信息。然而,在当时,一旦客户在使用过程中发现问题,很难追溯产品的相关信息。如今,通过扫描模块上的标签,我们可以迅速获得产品、半成品、原材料和加工过程中的各种信息。这样一来,模块风险得到了有效管控,避免了风险无限放大导致的产品全面召回。这也正是电动汽车行业遵循的IATF16949标准以及可追溯性要求。
图:赛晶智能制造生产线
“并非说有了这个可追溯系统就能保证万无一失,我们还需要通过质量管理系统确保产品的高一致性和高可靠性。只有这样,客户才会认可我们的产品。”副总经理梁杰说道。
质量管理三步曲:持续提升产品质量
质量部经理胡雪松介绍了赛晶半导体的质量管理三步曲——质量策划、质量控制和质量改进。他表示,质量管理的目的是控制质量、降低成本。赛晶半导体财务部每月都要对质量成本进行追踪,由质量部牵头对劣质成本进行原因分析,并作出改善。

图:赛晶智能制造生产线
从产品设计开始,赛晶半导体的工业级和车规级新产品开发均按照APQP(先期产品质量策划)流程执行。通过团队的努力,采用结构化、系统化的方法,使产品满足客户的需要和期望。APQP流程包括5个阶段:项目定义、产品设计和开发、流程设计与开发、产品流程验证、反馈评估和执行纠正行动。每一个过程都是上一个阶段的输出结果,又是下一阶段的输入。
当量产稳定后,需要进行质量控制,包括来料抽检、首件检验、过程抽检、巡检、成品检验和出货检验,并根据检验数据进行汇总分析及时开展持续改进。
质量控制还包括制程中的质量控制,通过对MES系统取得的生产加工数据汇总,整理,图形化和分析,后期通过试验进行验证,并提出合理化建议进行改善,之后继续通过MES进行改善后数据的汇总和分析,持续进行改善。
产品质量的改进是从过往项目中获取经验,并将其应用到下一个项目中。每个项目结束后,赛晶半导体都会建立一个经验库,以便为新的项目提供经验参考,避免前期出现的问题再次发生。
质量改进的目的是通过各种有效措施提高产品、体系或过程的质量能力,使其达到新的水平和高度,并为企业及其客户提供增值效益。根据现代管理学的要求,赛晶半导体将质量改进对象分为产品质量和工作质量,并开展全面的质量管理。产品质量改进计划包括生产流程、生产设备、作业指引、控制项目、接收标准、责任者等,而工作质量改进则包括全面的质量管理、全过程的管理和全员参与管理。
赛晶半导体在质量改进方面取得了许多成绩,具体包括:
提高良品率、增加收益;
提高质量信誉、改善与客户关系;
提高销售量、减少废品、降低消耗、增加盈利;
减少返工、提高生产效率;
减少检验、筛选和试验费用;
加速新产品、新技术开发;
合理使用资金、配置最佳资源以及充分发挥企业潜力等。
生产测试和研发测试:为产品可靠性提供双重保障
赛晶半导体的测试部主管梁剑介绍了公司的生产测试和研发测试情况。目前,赛晶半导体的第一条产线是ED/ST模块产线,设计年产能35万只,使用国际先进的测试设备进行生产测试。ED/ST模块的测试项目包括绝缘、静态和动态测试。从晶圆-DBC-模块,阶梯式设置UCL和LCL,从而保证在更早的阶段将异常品筛选出来,提高最终产品良率。动态测试对全部模块进行RBSOA/DSOA/SCSOA测试,测试条件更加苛刻。如规格书中两倍电流的RBSOA,实际测试时使用超过两倍的电流进行测试,保证产品余量。
赛晶半导体整个生产线是全自动化的,生产用测试机主要是进口产品,每个产品都需要进行测试。测试机的状态是通过标准样件做SPC校准,通过使用一定数量的标准样件定期进行关键参数的SPC统计,确保生产测试设备状态稳定。梁剑还展示了从2022年初到今年3月的近一年的关键参数的概率图,不管是桥臂间还是批次间的数据对比,可以看到数据分布一致性非常好。
据梁剑透露,赛晶半导体正在增加的第二条产线将兼容碳化硅芯片封装和测试。由于碳化硅的短路耐受时间较短,所以测试时间不允许过长。碳化硅开关速度更快,在开关过程中电应力更大,因此采样也需要优化。在动态测试方面,新设备集成了低电感设计,短路测试脉宽低至1.5μs。在静态测试方面,针对SiC MOSFET特性优化测试过程。例如Vthhysteresis现象,增加预偏置电压后进行阈值电压的测量,从而避免了漂移引起测量值不准的问题。
在研发测试方面,赛晶半导体在嘉善工厂配备了一个专门的实验室,主要用于研发过程中的器件性能评估和验证。实验室可以进行芯片级、DBC半成品级和模块级的动态、静态、阻抗类测试,具备完善的可靠性测试评手段及能力。同时,具备模块级失效分析能力,包括电性能、非破坏性和破坏性分析。与欧洲权威实验室及大学实验室建立良好合作关系,联合开展器件性能研究与分析。
赛晶半导体测试能力的关键在于验证产品极限能力,而不是简单地与竞品进行参数比较。在产品开发、验证阶段需要将产品电气性能测试到极限条件,从而保证量产产品有足够的安全裕量。
与采用相同技术的竞品进行对比后,赛晶半导体SISD0750ED120i20系列模块在逆变模式下的能力提升约为12%,尤其是在更高的开关频率下,优势更为明显。
彰显中国功率半导体市场领导地位
随着政府对新型电力系统、新能源发电、电动汽车和绿色装备的鼓励,以及越来越多的企业和消费者对环保产品和可再生能源的需求,功率半导体市场将迎来更加广阔的发展前景。据市场研究机构YoleDéveloppement的数据显示,2021年全球功率半导体市场规模达到了91亿美元,预计到2026年将达到147亿美元,年复合增长率高达10.5%。
在中国市场中,国产化进程不断加速。根据市场研究机构CCID Consulting发布的报告显示,2019年中国功率半导体市场规模已经达到了406亿元人民币,其中国产产品占据了47.9%的市场份额,同比增长18.7%。
作为行业领先者,赛晶半导体秉持着做精品的理念,以顶尖的技术团队为支撑,凭借着自身的技术实力和高效的生产管理,致力于为电动汽车、新能源发电等领域提供卓越的IGBT产品。现如今,赛晶半导体已经成为国内功率半导体市场的领先者之一。除了过硬的技术产品,赛晶半导体在市场上也受到了资本的认可。这些优异成就的取得离不开高水平的生产工艺和质量管理。
在未来的道路上,赛晶半导体将继续推动功率半导体的国产化和自主可控,不断提升产品质量和技术水平。我们有信心相信,赛晶半导体将继续在行业领域中一路领先,成为中国功率半导体的佼